|
 |
|
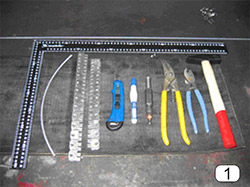
1. Подготовка к стыковке |
|
а) Предпочтительный выбор способа стыковки |
|
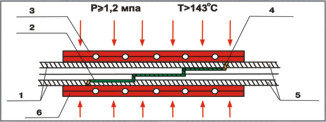
• горячая вулканизация |
|
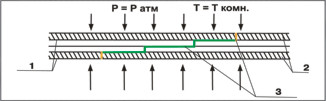
• холодная вулканизация |
|
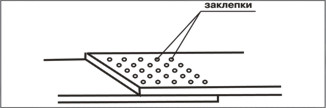
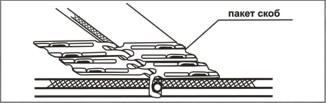
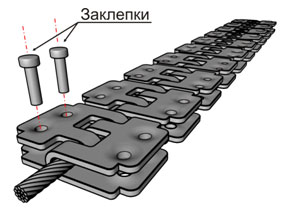
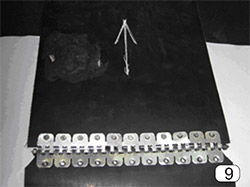
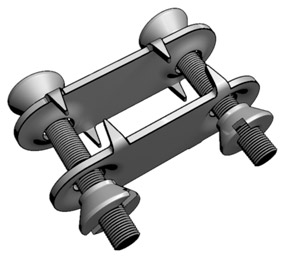
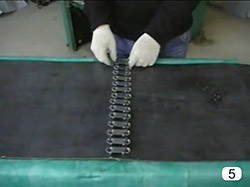
• механический |
|
б) Подготовка лент к стыковке при вулканизации |
|
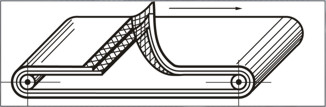
в) Выбор способа нахлестки при вулканизации (холодной и горячей) |
|
• нахлестной |
|
• полунахлестной |
|
• в замок (в пасть) |
|
• на клин |
|
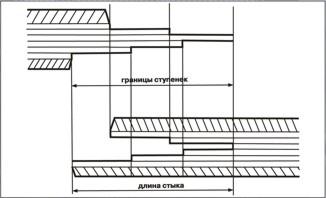
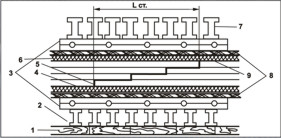
г) Выбор параметров стыка |
|
• длина стыка |
|
• длина ступеней |
|
• число ступеней |
|
• угол скоса стыка |
|
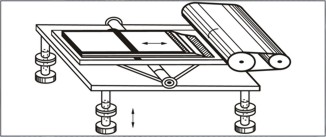
2. Технология изготовления стыков при вулканизации |
|
а) Разметка и разделка ленты под стык |
|
б) Шероховка |
|
в) Обезжиривание |
|
г) Промазка поверхностей клеем |
|
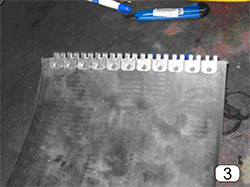
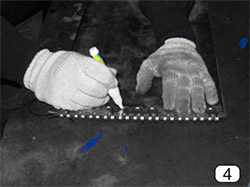
д) Сборка стыков |
|
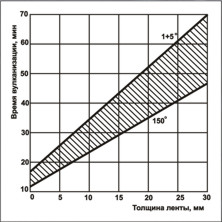
е) Режим вулканизации стыков резинотканевых лент |
|
3. Литература |